
1. 5-Axis Linkage Precision Cutting
As the core basic process of 3D five-axis cutting, this process accurately coordinates the compound movement of five motion axes through the numerical control system, realizing the dynamic fitting between the laser head and the workpiece surface, ensuring that the laser beam is always perpendicular to the workpiece processing surface, and completely solving the processing dead zone problem of traditional three-axis equipment. Equipped with a high-energy laser beam and an adaptive focus control system, the core technical parameters can reach: slit width fluctuation ≤0.1mm, positioning accuracy ±0.05mm, repeat positioning accuracy ±0.03mm, and linkage axis response speed ≤10ms. It realizes high-precision cutting of twisted curved surfaces and special-shaped contours, and is suitable for the processing of complex structural parts such as aircraft engine blades and automotive hot stamping parts. After cutting, the cut is smooth without burrs (surface roughness Ra≤1.6μm) and stress-free deformation (deformation ≤0.02mm/m), no secondary trimming is required, which greatly improves the processing quality and qualification rate of precision parts.

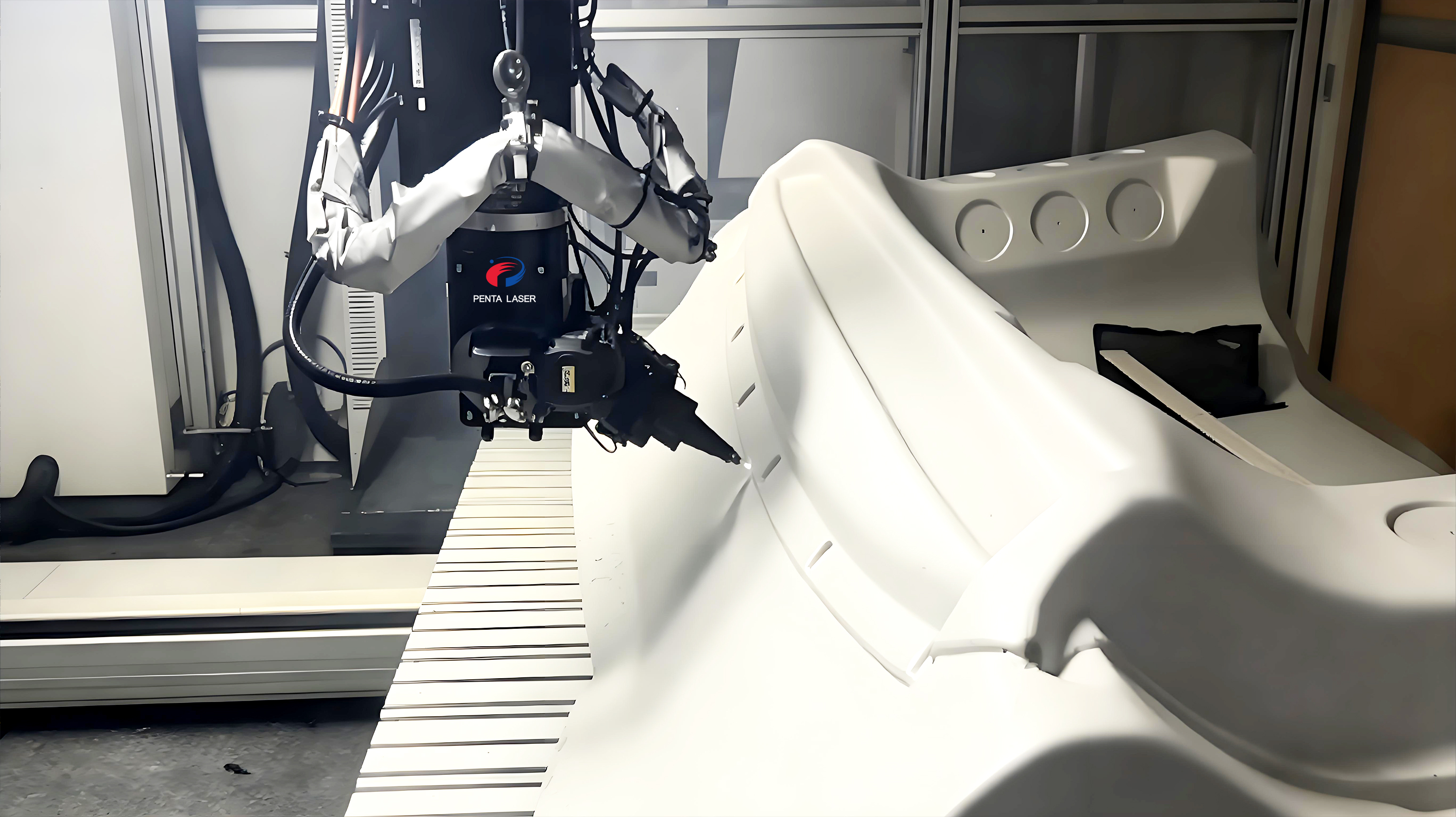
2. Complex Curved Surface Follow-up Cutting
Aiming at the processing difficulties of uneven and complex contours of 3D curved workpieces, this process is equipped with high-performance capacitive or laser follow-up sensors. Core technical parameters: follow-up response speed ≤5ms, follow-up accuracy ±0.02mm, focus tracking range 0-50mm. It can real-time track the undulation changes of the workpiece surface, dynamically adjust the laser focus position and cutting head attitude, ensuring that the distance between the focus and the workpiece surface is constant during cutting, and the laser power density is uniform. Whether it is the arc contour of automobile covers, the complex curved surface of high-speed rail car bodies, or the blade channel of aircraft engine blisks, it can achieve dead-angle-free and uniform cutting, effectively avoiding problems such as uneven slits and rough sections in curved surface processing. At the same time, it is suitable for various difficult-to-process materials such as carbon steel, stainless steel, titanium alloy and aluminum alloy (adaptable material thickness 0.5-20mm), highlighting the high flexibility and high adaptability of 3D five-axis cutting.
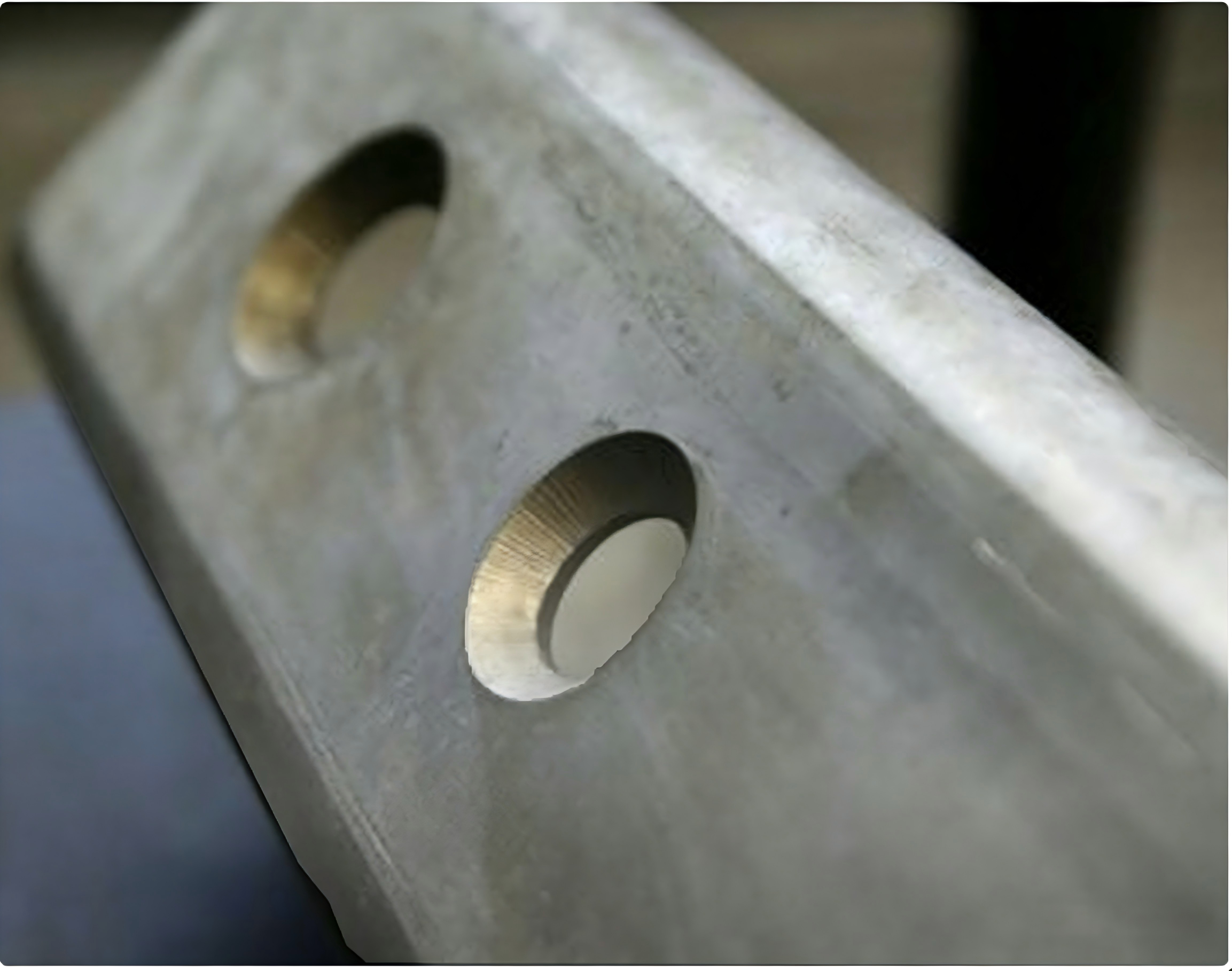
3. Multi-dimensional Bevel Integrated Cutting
Specially designed for complex workpiece welding scenarios, it is a key process to improve welding quality and reduce welding costs. Relying on the flexible advantages of five-axis linkage, the core technical parameters are: bevel angle adjustment range 0-135°, bevel angle error ≤±0.5°, bevel width accuracy ±0.1mm. It can complete the integrated cutting of workpiece contour and bevel without secondary clamping. Through precise control of laser energy and 3D path optimization algorithm, the bevel surface is ensured to be smooth and free of oxidation (oxide layer thickness ≤5μm), which can be directly used for welding, making the weld strength reach 98% of the base metal, effectively avoiding welding defects caused by insufficient bevel precision. It is widely used in scenarios with strict requirements on bevel quality such as aerospace structural parts, ship structural parts and high-end equipment welding.

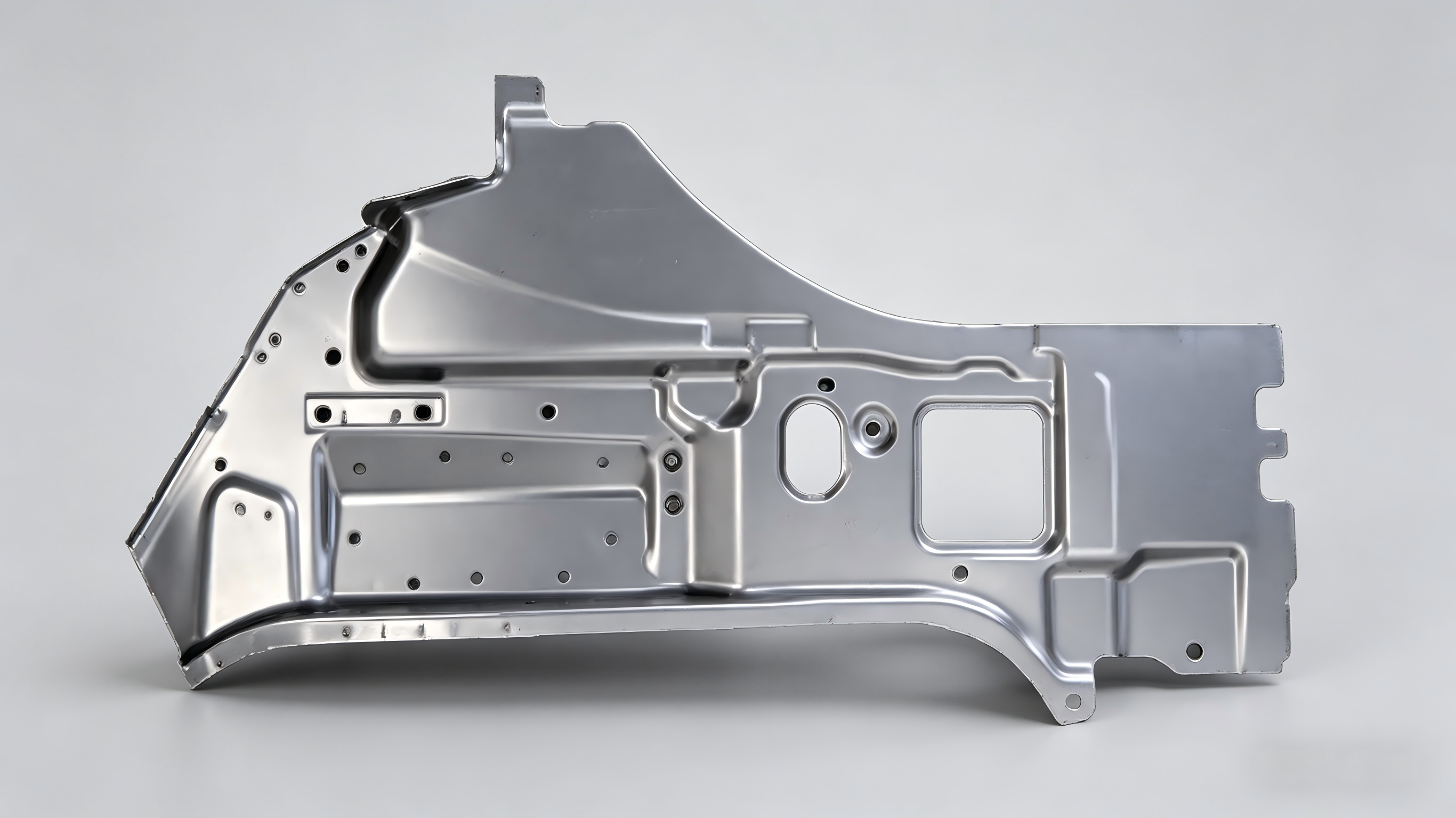
4. One-time Clamping Full-featured Cutting
Focusing on the pain points such as error accumulation and low efficiency caused by multiple clamping in traditional multi-process processing, this process realizes the production mode of "one-time clamping and complete all processing". Core technical parameters: clamping positioning accuracy ±0.03mm, process integration efficiency increased by more than 60%, equipment utilization rate up to 85%, and processing cycle shortened by more than 60%. Through the intelligent path planning algorithm, it integrates multiple processes such as workpiece contour cutting, hole processing, bevel cutting and trimming into one, completely abandoning the cumbersome process of multi-equipment transfer and multiple clamping in traditional processing. Taking the new energy vehicle battery tray as an example, the workpiece that originally required 37 processes can be completely cut at one time through this process, while avoiding clamping errors, ensuring the consistency of dimensional accuracy of each part of the workpiece, and greatly improving production efficiency and processing stability.
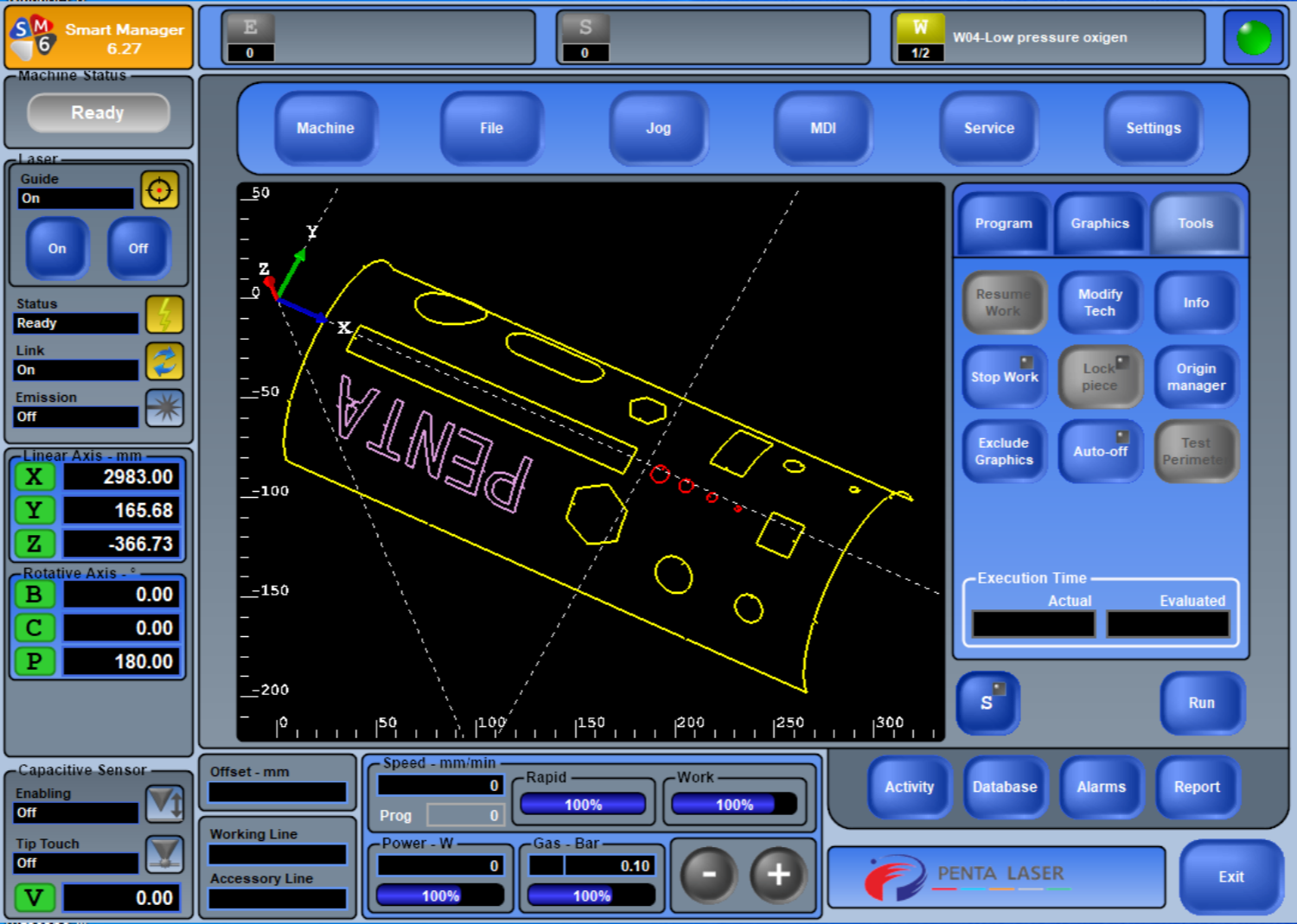
5. Intelligent Path Optimization Cutting
Integrating the "process digital twin" software system and CAD/CAM automatic programming technology, it builds an intelligent process database covering hundreds of materials and thicknesses, realizing automatic and optimized planning of cutting paths. Core technical parameters: path planning response time ≤30s, collision avoidance accuracy ±0.1mm, material utilization rate increased to more than 98%, programming efficiency increased by 70%. It can import 3D workpiece models with one click, automatically identify processing features such as workpiece contours, holes and bevels, avoid the collision risk between the cutting head and the workpiece, and automatically match parameters such as laser power (1000-12000W), cutting speed (0.5-5m/min) and air pressure (0.3-1.2MPa) according to the material type and thickness, converting the operational experience of senior technicians into replicable digital assets. In addition, non-productive time can be reduced through path optimization, which is especially suitable for small-batch customized production and large-batch large-scale production, achieving the dual goals of flexible manufacturing and efficiency improvement.
6. High-precision Stress-free Cutting
Aiming at the pain points of easy deformation and difficult control of processing accuracy of difficult-to-process materials such as high-strength steel and titanium alloy, this process adopts a non-contact processing method. Core technical parameters: laser beam focusing diameter <0.1mm, slit width 0.1-0.3mm, heat-affected zone ≤0.2mm, workpiece deformation ≤0.02mm/m. It can minimize the thermal impact on the workpiece during processing, realizing stress-free and deformation-free cutting. Equipped with high dynamic performance mechanical structure and high-precision transmission parts, it ensures the motion stability and low jitter (jitter ≤0.01mm) under high speed and high acceleration during five-axis linkage. Even when processing high-strength boron steel of 1800~2000MPa, it can maintain stable workpiece accuracy, with cut perpendicularity ≤0.05mm/m and surface roughness Ra≤1.6μm, both meeting high-end manufacturing standards. This process is widely used in scenarios with extremely high requirements on processing accuracy and workpiece performance such as aerospace precision parts, automotive safety structural parts and high-end molds, helping enterprises break through the bottleneck of high-end material processing.
The six core processes cooperate with each other, deeply integrating the advantages of intelligence, precision and high efficiency, running through the entire process of 3D five-axis laser cutting. From complex curved surface processing to precision bevel forming, from efficiency improvement to quality assurance, they fully cover the diverse needs of high-end manufacturing. With process innovation as the core, we deeply bind advanced laser technology with high-end manufacturing needs, enabling 3D five-axis laser cutting equipment to achieve the core advantages of "high precision, high efficiency, high flexibility and high cost performance", helping customers solve the pain points of traditional complex workpiece processing, empowering manufacturing upgrading with technology, and consolidating the core competitiveness of enterprises in the field of high-end manufacturing.
Copyright © 2026 奔腾激光(浙江)股份有限公司 Ltd. All Rights Reserved. POWERED BY WEIMOBTRADE