
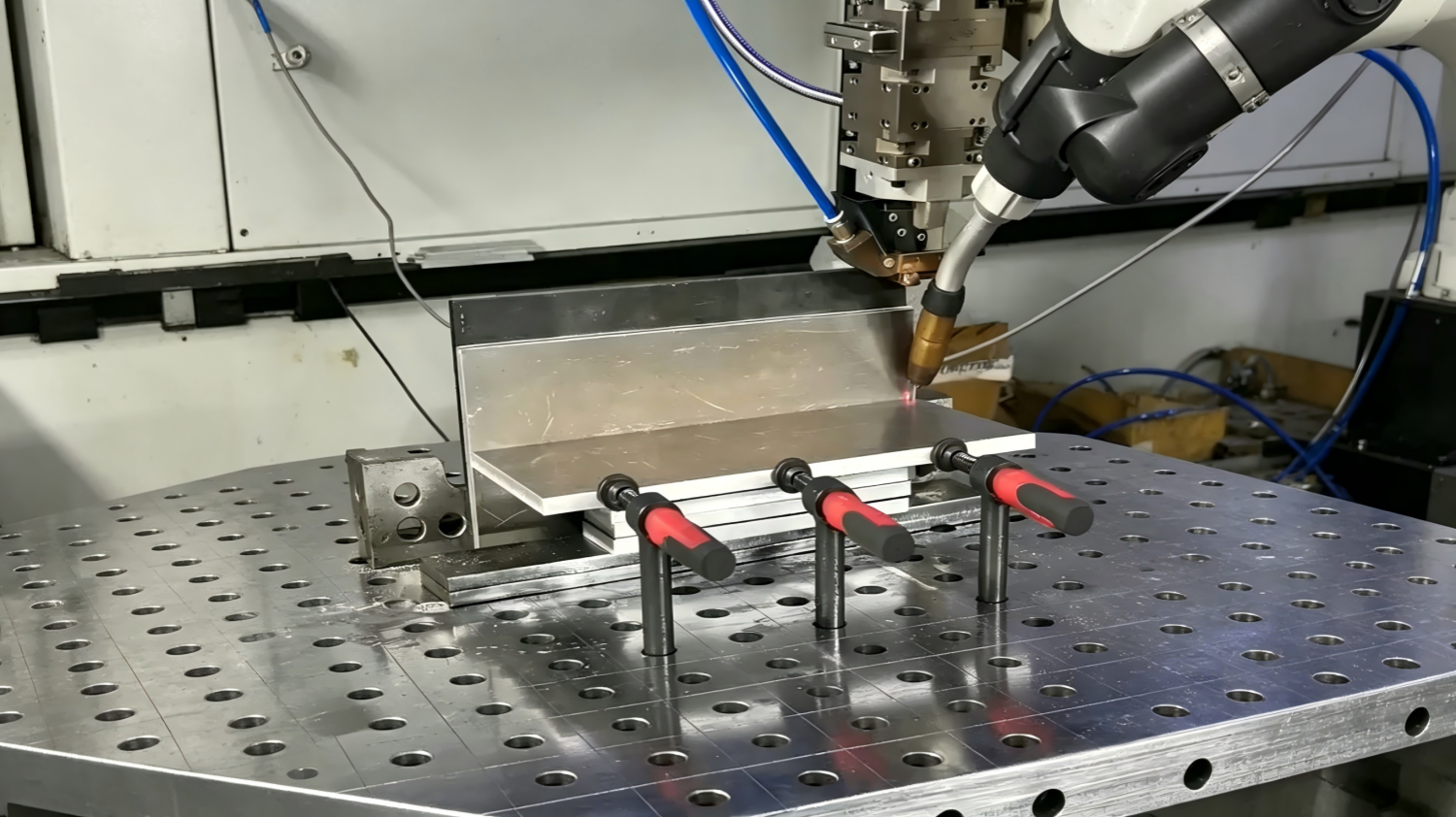
Fiber Conductive Laser Welding

As the core basic process of laser welding, this process relies on a high-flexibility fiber optic conduction system to accurately transmit laser energy to the welding area, realizing efficient and precise connection of various metal workpieces. Core technical parameters: laser power range 500-6000W, welding speed 0.5-10m/min, weld width 0.2-2mm, positioning accuracy ±0.03mm, which can be adapted to various metal materials such as carbon steel, stainless steel, aluminum alloy and copper alloy (material thickness 0.1-1.5mm).
Precision Spot Welding

Specially designed for welding thin-walled parts and precision components, it is a key process in the fields of electronic manufacturing and aerospace, solving the pain points of uneven solder joints, easy burn-through and large deformation in traditional spot welding. Core technical parameters: spot welding diameter 0.3-3mm, spot welding depth 0.1-5mm, spot welding spacing accuracy ±0.05mm, pulse width 0.1-10ms. It adopts pulse laser energy output mode, which can accurately control welding energy and realize "small heat input, high precision" welding. This process can realize burn-through-free welding of ultra-thin metal parts below 0.1mm, with firm solder joints, no spatter, deformation ≤0.02mm/m, and no damage to the workpiece surface coating. It is suitable for scenarios with extremely high requirements on welding precision and workpiece integrity such as mobile phone parts, aerospace precision accessories and microelectronic components, ensuring the performance stability of precision products.
Deep Penetration Welding

Designed for the connection needs of medium and thick plate metals, it is a core process in the fields of high-end equipment, ship manufacturing and steel structures, realizing efficient connection of "one-time welding and in-place forming". Core technical parameters: welding depth 2-20mm, weld depth-width ratio up to 10:1, welding speed 0.3-3m/min, heat-affected zone ≤2mm. It adopts high-power continuous laser output, and the laser energy quickly penetrates the workpiece to form a narrow and deep weld. High-strength connection can be achieved without filling materials, and the weld strength reaches 95%-99% of the base metal. This process effectively solves the problems of traditional medium and thick plate welding that require multi-layer and multi-pass welding, low efficiency and easy defects in welds. After welding, the workpiece has small deformation and good sealing performance, which is suitable for medium and thick plate welding scenarios such as thick-walled pipes, engineering machinery structural parts and ship hull plates, greatly improving production efficiency and welding reliability.
Wire Filled Laser Welding

Designed for the needs of uneven workpiece gaps, large material differences and high-strength connections, it is a key process to solve the high gap sensitivity and insufficient weld strength of traditional laser welding. Core technical parameters: wire feeding speed 0.1-5m/min, wire diameter 0.2-1.2mm, welding speed 0.3-8m/min, weld width 0.3-3mm. The filling wire is accurately fed into the welding molten pool through the synchronous wire feeding system, which can effectively compensate the workpiece gap (maximum compensation of 0.8mm gap) and adjust the weld composition and performance. This process is suitable for dissimilar metal welding (such as steel and aluminum, copper and steel) and large gap workpiece welding. After welding, the weld is full in shape and high in strength, which can effectively avoid defects such as incomplete welding and cracks. It is widely used in scenarios with strict requirements on welding strength and forming such as aerospace structural parts, high-end molds and automobile chassis.
Pulse Laser Welding
Focusing on the welding needs of thin-walled parts and heat-sensitive parts, it adopts pulsed laser energy output to realize precision welding with "low heat input and low deformation". Core technical parameters: pulse energy 1-100J, pulse frequency 1-100Hz, pulse width 0.1-20ms, positioning accuracy ±0.02mm, heat-affected zone ≤0.3mm, workpiece deformation ≤0.01mm/m. This process can accurately control the energy and time of each pulse, avoiding workpiece burn-through and deformation caused by continuous laser heating. It is suitable for welding thin-walled parts of various materials such as stainless steel, aluminum alloy and titanium alloy, especially for welding heat-sensitive and easily deformable workpieces such as electronic components, medical devices and aerospace precision parts, balancing welding precision and workpiece integrity, and greatly improving product qualification rate.
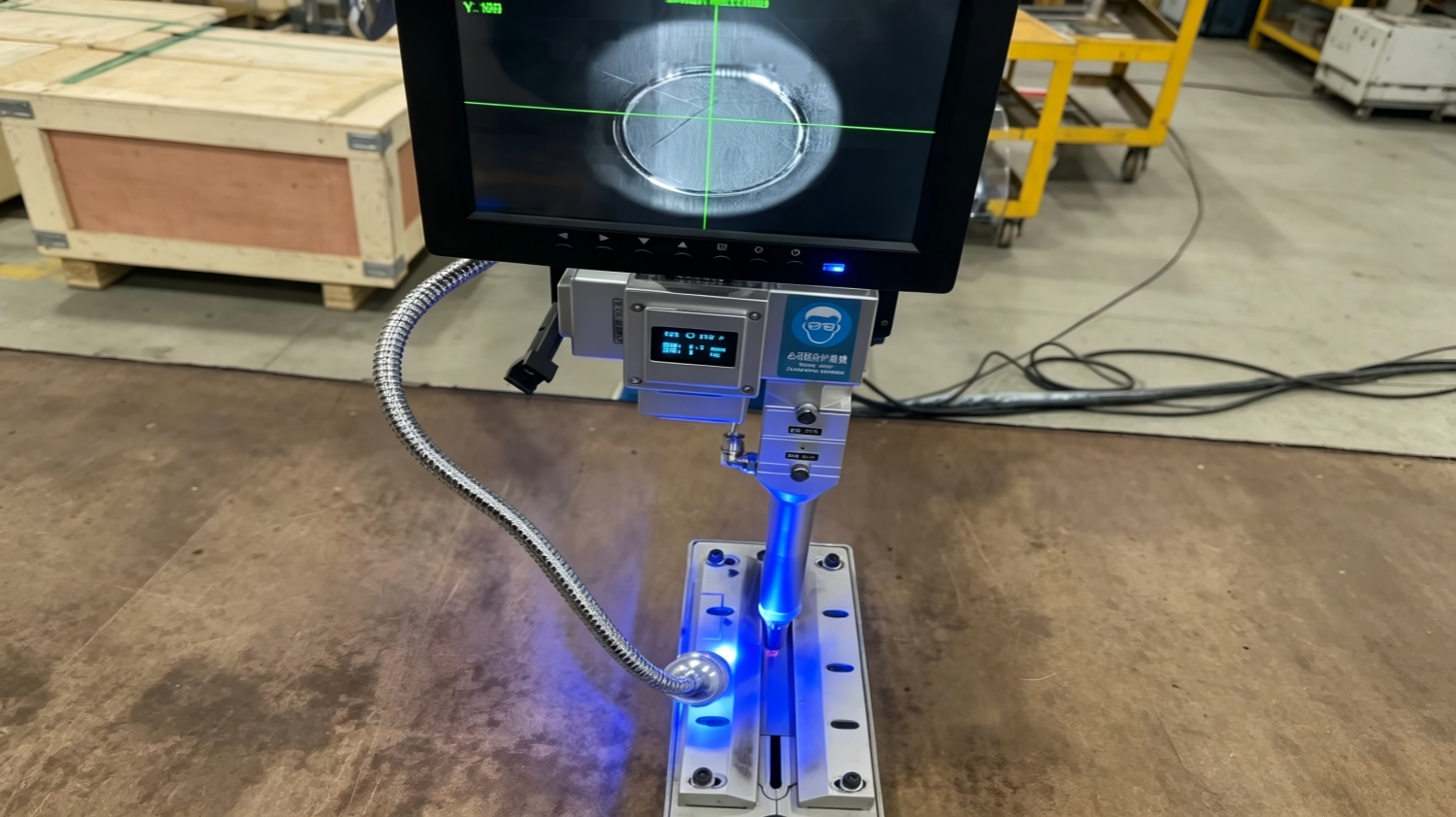
Intelligent Tracking Laser Welding
Integrating machine vision and intelligent control technology, it is the core process to realize automatic and intelligent laser welding, solving the pain points of large weld positioning error and more manual intervention in traditional welding. Core technical parameters: tracking response speed ≤10ms, tracking accuracy ±0.03mm, adaptive weld offset ≤1mm. The 3D laser vision sensor real-time collects weld contour information, automatically identifies parameters such as weld position, gap width and bevel angle, and real-time adjusts the welding head attitude and laser focus position to realize precise tracking welding of welds. This process can adapt to complex scenarios such as workpiece offset, curved welds and irregular welds, without manual positioning and calibration, greatly reducing manual intervention, improving welding stability and consistency. It is suitable for mass and automatic welding scenarios such as automobile bodies, high-speed rail car bodies and large steel structures, helping enterprises achieve flexible manufacturing and efficiency upgrading.
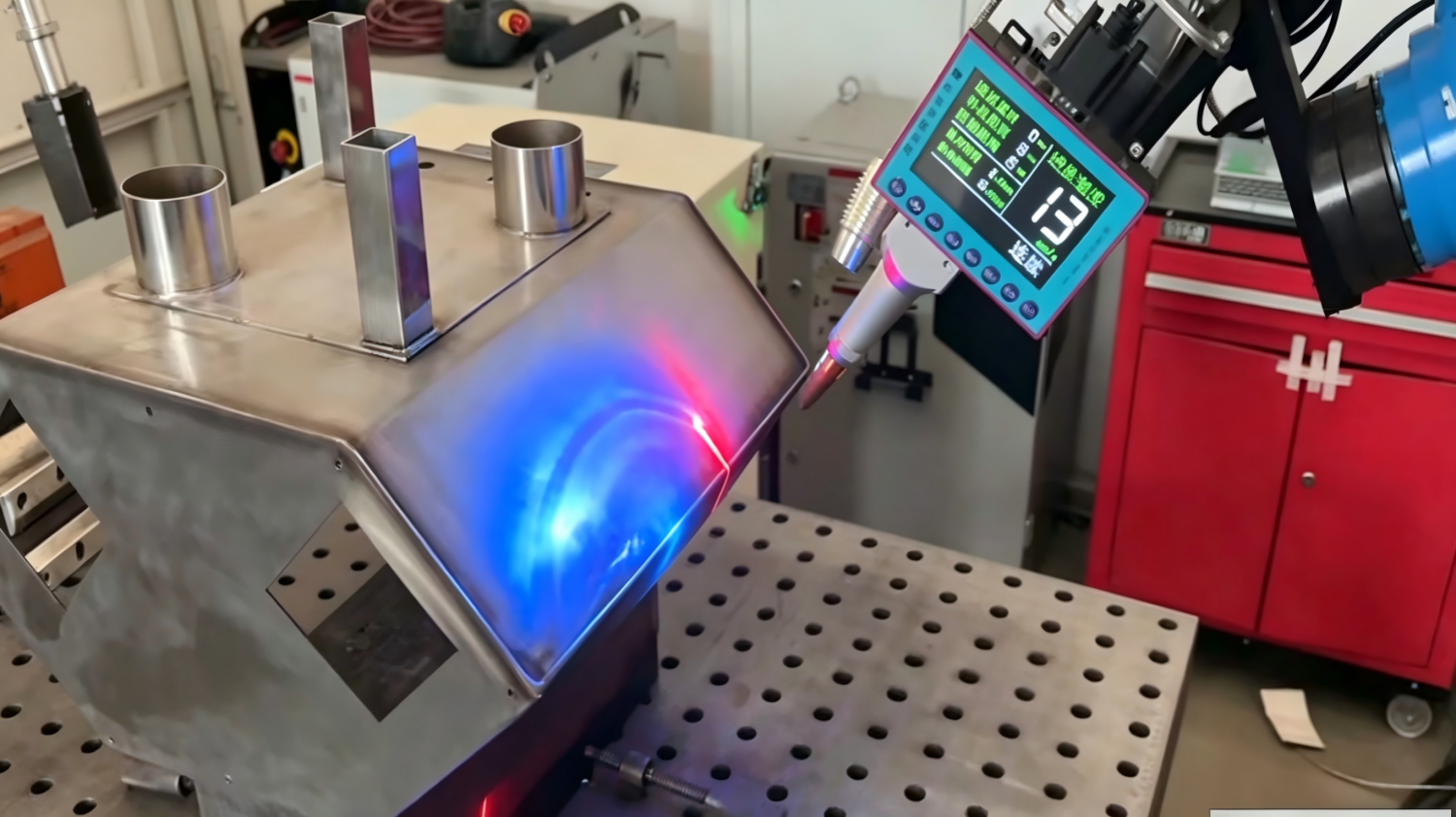
Laser-Arc Hybrid Welding
As an innovative integrated process in the field of high-end welding, this process organically combines high-energy laser and arc heat source (mainstream MIG/MAG, TIG arc) to achieve "1+1>2" synergistic effect, solving the pain points of high gap sensitivity of traditional single laser welding, low efficiency and large deformation of single arc welding. Core technical parameters: laser power 500-12000W, arc current 80-300A, welding speed 1.2-8m/min, welding depth 1-25mm, weld depth-width ratio up to 10:1, heat-affected zone ≤0.4mm, workpiece deformation ≤0.02mm/m, which can adapt to 0.5-1mm assembly gap and reduce the requirement of workpiece assembly accuracy. During welding, the laser forms a keyhole effect to achieve deep penetration, and the arc fills the molten pool to improve forming, reduce spatter and defects. The weld strength reaches more than 98% of the base metal, auxiliary material consumption is reduced by 60%, and welding efficiency is 3-6 times higher than that of traditional arc welding. This process is widely used in engineering machinery (heavy excavator bucket rod side plate), aerospace (wing skin), ship manufacturing, automobile body, large frame and other scenarios, especially suitable for high-efficiency welding of medium and thick plates and precision connection of complex structural parts, balancing efficiency and quality, and helping green manufacturing upgrading.
Annular Spot Laser Welding
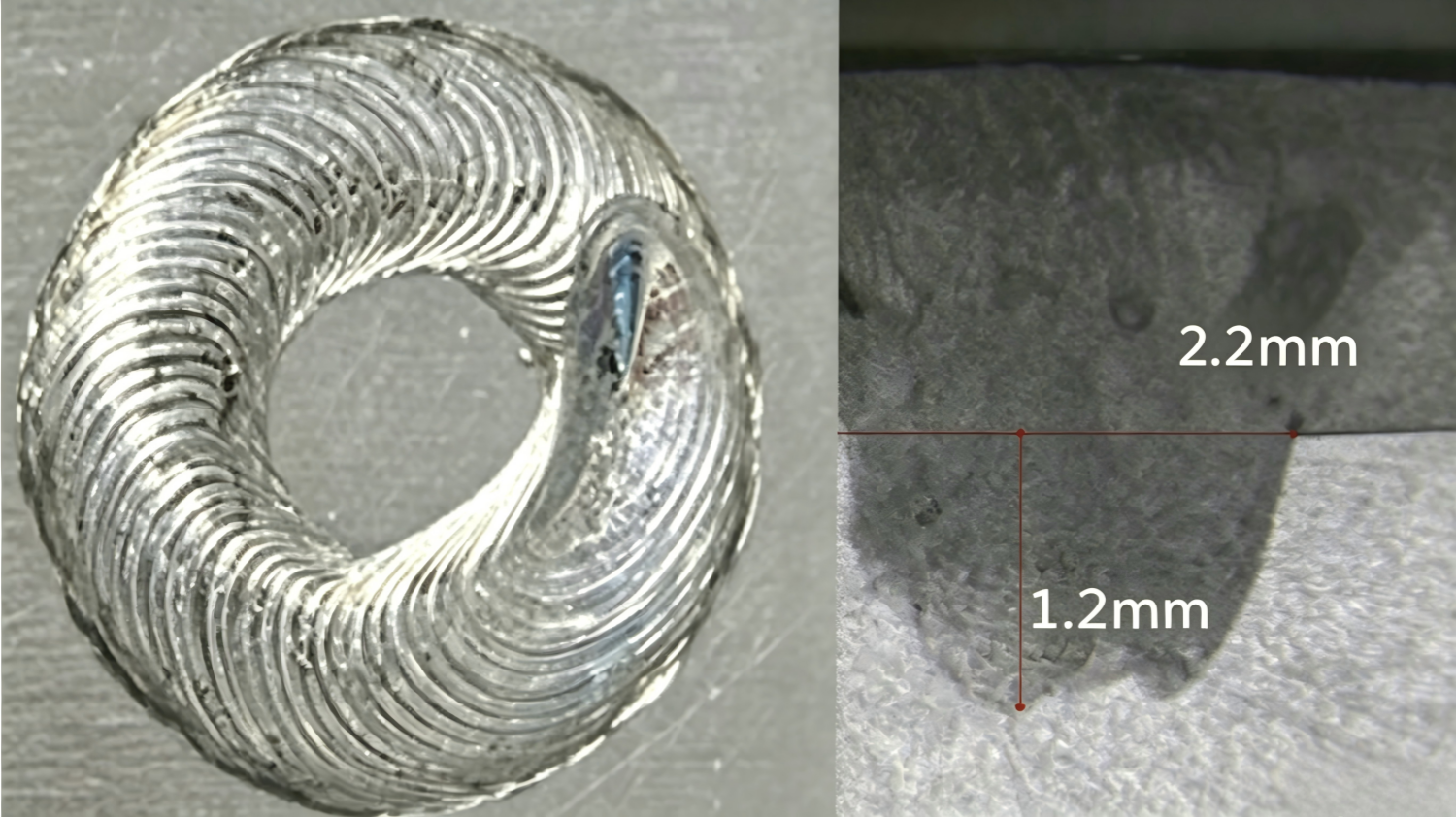
Special optical design is used to shape the laser beam into an annular spot. Different from the traditional circular spot, it achieves the unique welding effect of "annular energy wrapping and low heat input in the center", solving the pain points of unstable molten pool, easy pores, cracks and burn-through in traditional welding. Core technical parameters: laser power 1000-10000W, annular spot inner diameter 0.2-1mm, outer diameter 0.8-3mm, welding speed 0.5-9m/min, welding depth 0.5-20mm, weld depth-width ratio up to 8:1, heat-affected zone ≤0.4mm, workpiece deformation ≤0.02mm/m, which can be adapted to various materials such as carbon steel, stainless steel, aluminum alloy and titanium alloy. During welding, the annular spot forms a stable molten pool constraint, reducing molten pool spatter and fluctuation, improving weld forming quality, and effectively suppressing defects such as pores and cracks. The weld strength reaches more than 97% of the base metal. It is widely used in scenarios with strict requirements on welding quality such as aerospace precision structural parts, automobile engine parts, high-end molds and thick-walled pipes, especially suitable for precision welding of medium and thin plates and complex structural parts.
The eight core processes cooperate with each other, deeply integrating the advantages of precision, high efficiency and intelligence, running through the entire process of laser welding. From basic connection to precision spot welding, from medium and thick plate deep penetration to intelligent tracking, from composite synergy to high-reflective metal adaptation and stable forming, they fully cover the diverse welding needs of high-end manufacturing. With process innovation as the core, we deeply bind advanced laser technology with the welding needs of various industries, enabling laser welding equipment to achieve the core advantages of "high precision, high efficiency, low deformation and high reliability", helping customers solve the pain points of traditional welding, empowering manufacturing upgrading with technology, and consolidating the core competitiveness of enterprises in the field of high-end manufacturing.
Copyright © 2026 奔腾激光(浙江)股份有限公司 Ltd. All Rights Reserved. POWERED BY WEIMOBTRADE